

商铺名称:江苏鼎隆泰高空工程有限公司
联系人:朱雄飞(先生)
联系手机:
固定电话:
企业邮箱:784669153@qq.com
联系地址:江苏盐城市亭湖区世纪大道88号
邮编:224000
联系我时,请说是在地方电气网上看到的,谢谢!
襄汾县闸门热喷锌热喷铝电弧喷锌钢结构热喷锌防腐施工技术
1. 工程概况
热喷镀防腐是钢结构防腐工程较先进的施工工艺,它具有可操作性强,喷涂后结构外观美观、使用年限长等特点。
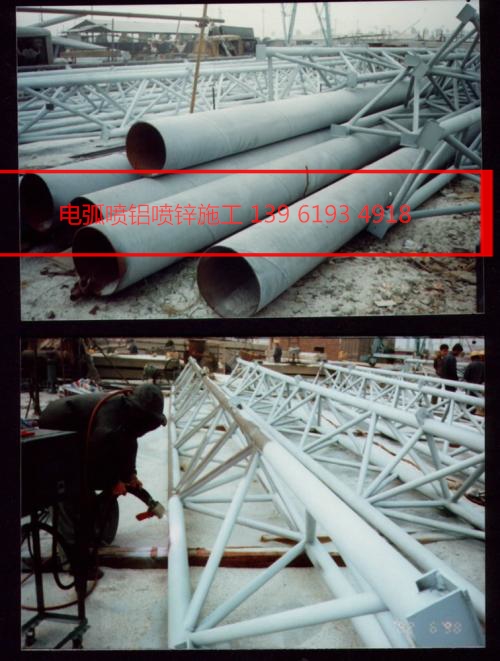
**电厂位于**市湘江北岸的****区,是**省**电力有限公司继一期技改完成后,进行的二期技改。二期技改工程输煤系统8#、9#输煤廊道的主体结构为钢结构箱体形式(见附图1)。钢结构防腐采用热喷锌防腐工艺,镀层厚度设计为80um。本工程的防腐构件有钢桁架、工字钢次梁(25A)、H型钢次梁(300)等,其中钢桁架的防腐是工程的重点。
2. 施工工序
工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。
3. 施工准备
3.1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。
3.2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。
3.3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。
3.4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。

襄汾县闸门热喷锌热喷铝电弧喷锌-施工产品样件
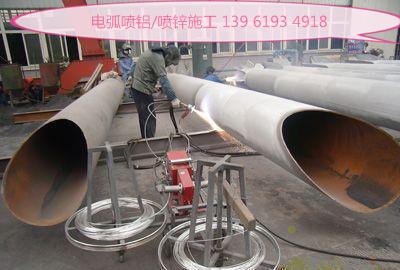
4. 构件表面处理4.1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。
4.1.1 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。
4.1.2 砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。
4.1.3 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。
4.1.4 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。

襄汾县闸门热喷锌热喷铝电弧喷锌-施工产品样件
4.2、 影响喷镀层的原因
钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。
4.2.1 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。
襄汾县闸门热喷锌热喷铝电弧喷锌-施工产品样现场
4.2.2喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。
(1) 氧气和乙炔供给系统 氧气、乙炔为瓶装供应,比较方便。喷涂时, 供给喷枪的氧气和乙炔的压力和流量应能在规定的工作参数范围内连续调节, 每 个氧气与乙炔管道上的接头应拧紧,不得有气体泄漏。氧气纯度≥99.2%,乙炔 气纯度≥96.5%。

襄汾县闸门热喷锌热喷铝电弧喷锌-施工现场布置
热喷铝方法选择
目前热喷铝应用较多的是线材火焰喷涂和电弧喷涂两种方法, 该项目采用线材火焰喷涂。线材火焰喷涂是研制早、应用早、 技术成熟的热喷涂方法,其特点是轻便、灵活、机动性好,因此在该项目中应用尤为合适。该方法采用氧-乙炔焰作为热源,喷涂材料为铝线材。
4.2 设备、材料选用及要求 线材火焰喷涂设备是由氧气及乙炔供给系统、压缩空气系统、气喷枪及丝盘 等组成,材料应符合ISO14919的要求。

襄汾县闸门热喷锌热喷铝电弧喷锌
3.1 喷砂除锈
(1)喷铝前,采用金属磨料或非金属磨料对金属表面进行清洁,除锈结果应达到规范 ISO8501-1 Sa2.5级的要求:钢材表面无可见的油脂、污垢、氧化皮和油 漆涂层等附着物,该表面应显示均匀的金属光泽。表面粗糙度达到 50~80μm。
(2)压缩空气必须经过性能良好的油水分离器、缓冲罐以后才能进入喷枪, 压力不低于 0.5MPa。
(3)为了金属表面的粗糙度和洁净度,铜矿砂必须清洁干燥且粒度为 3~5mm。
3.2除尘处理 喷砂除锈后应采用吸尘器对金属面进行除尘处理。 经喷砂除锈合格的金属表面,不得用手触摸,并尽快进行喷涂,晴天时间间隔不得超过12h,雨天或潮湿的天气不得超过 2h。否则应重新进行表面处理。
4 热喷铝施工的方法和技巧
4.1 热喷铝方法选择
目前热喷铝应用较多的是线材火焰喷涂和电弧喷涂两种方法, 该项目采用线材火焰喷涂。线材火焰喷涂是研制早、应用早、 技术成熟的热喷涂方法,其特点是轻便、灵活、机动性好,因此在该项目中应用尤为合适。该方法采用氧-乙炔焰作为热源,喷涂材料为铝线材。
4.2 设备、材料选用及要求 线材火焰喷涂设备是由氧气及乙炔供给系统、压缩空气系统、气喷枪及丝盘 等组成,材料应符合ISO14919的要求。
(1) 氧气和乙炔供给系统 氧气、乙炔为瓶装供应,比较方便。喷涂时, 供给喷枪的氧气和乙炔的压力和流量应能在规定的工作参数范围内连续调节, 每 个氧气与乙炔管道上的接头应拧紧,不得有气体泄漏。氧气纯度≥99.2%,乙炔 气纯度≥96.5%。
(2) 压缩空气系统为了确保喷铝质量,供给喷枪的压缩空气除了有压 力和流量要求外,还必须是干燥和洁净的,即无水、无油。
(3) 喷枪 喷枪是线材火焰喷涂的主要工具,喷涂设备应符合DIN32521和ISO14231的规定。喷枪使用前应检查胶管与喷枪的连接, 各气管的接头处应用卡箍卡紧,不许漏气。
(4) 铝线材 铝线材必须保持表面清洁、无油、无折痕。铝线材直径为 φ3mm,铝纯度在 99.5%以上。
永济闸门热喷铝喷锌热喷锌汾西县闸门热喷铝喷锌多少钱襄汾县闸门热喷锌热喷铝电弧喷锌襄汾县闸门热喷锌热喷铝电弧喷锌① 基本原理:利用压缩空气在涂料喷嘴前端形成的负压,使涂料罐中的涂料从喷嘴喷出并雾化,同时压缩空气气流又将漆雾喷向并附着在被涂物表面,迅速聚集形成涂层。① 控制材料的进货途径; ② 规范材料的进厂程序; 曲沃县闸门热喷锌热喷铝热喷锌昔阳县闸门热喷铝喷锌热喷锌永和县闸门热喷铝喷锌电弧喷锌
曲沃县闸门热喷锌热喷铝热喷锌昔阳县闸门热喷铝喷锌热喷锌永和县闸门热喷铝喷锌电弧喷锌














