内孔37.mm")

商铺名称:山东德润管业有限公司
联系人:许经理(先生)
联系手机:
固定电话:
企业邮箱:731508875@qq.com
联系地址:山东省聊城市汇通金属物流园室内库B区20号
邮编:222002
联系我时,请说是在地方电气网上看到的,谢谢!
小口径精密无缝钢管厂定做(新闻)内孔37.mm
『24小时内为您提供的产品报价』→【厂家直销】
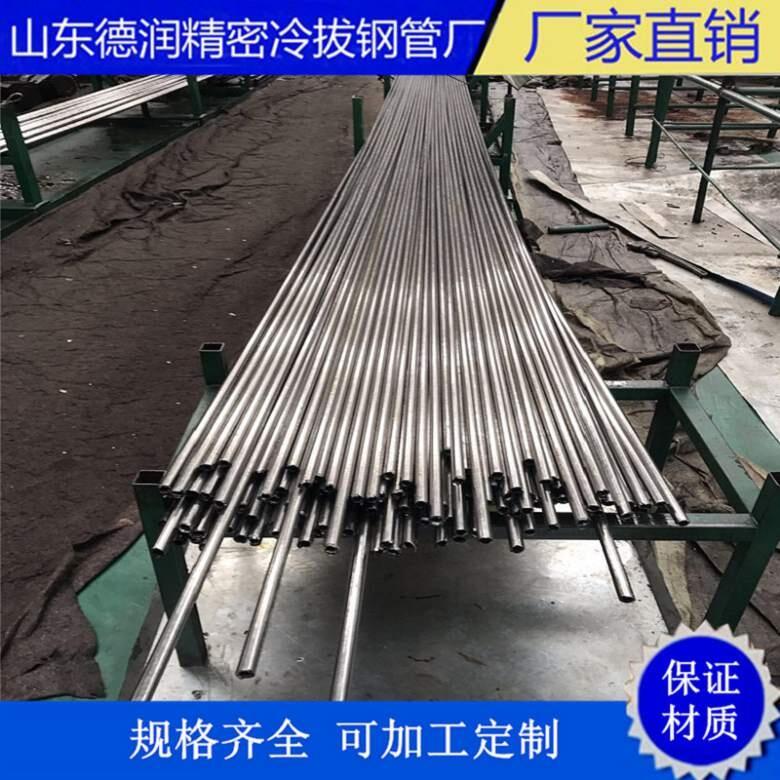
山东德润精密冷拔钢管厂生产冷轧精密光亮无缝管,精拔无缝钢管,精扎无缝钢管,精轧退火无缝管,冷拔精密钢管,冷拔加模无缝管,冷拔异型管(六角、八角、梅花等)等。

采用快冻法,结合压测试技术,研究了静养时间、升温速率和恒温时间等蒸养参数对高强混凝土抗冻性能的影响.结果表明,延长静养时间对高强混凝土的抗冻性能具有明显的改善作用,而过快的升温速率、较长的恒温时间及较高的恒温温度均对混凝土的抗冻性能不利.
山东德润精密冷拔钢管厂位于美丽的北方水城、全国的无缝钢管生产基地----山东省聊城市,厂区占地10000平米,生产线8条,其中30型精密轧机两台、50型加强型精密轧机四台、120型精轧机两台,现以投入生产,可生产型号:外径12mm---219mm,壁厚从1.0mm---32mm之间,(冷拔机组可生产型号外径10-180mm,壁厚1-30mm,现已正式投入生产)主要产品有冷轧精密光亮无缝管,精密钢管,精密无缝钢管,精轧退火无缝管,冷拔精密钢管.材质:20#、45#、35#、10#、16Mn、40Cr、20Cr等、精度在正负5丝、偏壁控制在10-30丝、外表光亮、内壁光洁、广泛用于汽车、摩托车、工程机械车制造、工程锚杆、建筑钢筋套筒、油缸、机械加工等广泛领域,年产优质精密无缝钢管、光亮钢管万吨。
我厂长期本着诚信务实,拼搏实干,开拓创新,积极进取,合作共赢的原则,以优质的服务,灵活的经营模式开拓市场;在广大新老客户的协助支持下,不断发展壮大,已俨然成为山东较大的精密钢管生产厂家。
我厂欢迎全国新老客户到厂参观考察。诚信是企业的生命,您的需要是我们的立业之本!
精密无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
使用有限差分方法,在点支式中空及夹层玻璃抗弯设计方法的基础上探讨点支式中空夹层玻璃的抗弯设计方法.在点支式中空玻璃抗弯设计中考虑宽厚比等尺寸因素的影响,且同时考虑因气温、气压变化而产生的荷载;在点支式夹层玻璃的抗弯设计中适当考虑了PVB(聚乙烯缩丁醛)层的作用.将中空夹层玻璃视为包含着夹层的中空玻璃,从而得到其抗弯设计方法.该设计方法计算结果与试验结果在一定程度上吻合,具有一定的实用价值.
我们要重视现阶段的热处理技术,不断学习先进技术,同时发展自主创新,不断提高热处理零件的质量及合格率,为热处理发展做出贡献。
执行标准:GB/T3639、GB/T8713、DIN2391-2、HK15-2000
冷拔机组生产范围:外径12-219mm*壁厚2-30mm冷拔无缝钢管
用途:用于制造机械结构、液压设备、汽车零件、液压系统用钢管,汽车用钢管,卡套用钢管,其它对钢管精度、光洁度、机械性能有很高要求的用户。

小口径精密无缝钢管厂定做(新闻)内孔37.mm
基于随机骨料模型,从细观上对处于轴向荷载作用下的橡胶混凝土进行了二维及三维细观力学分析.利用瓦拉文公式和富勒公式分别计算出二维及三维情况下的橡胶混凝土细观骨料数,把橡胶混凝土各相分别划分为二维四节点四边形单元和三维四面体单元,分别给细观各相赋予相应的材料属性并建立有限元计算模型.计算结果表明:在二维情况下,该模型的计算速度快,得出的应力、应变与试验吻合较好,而三维计算模型模拟的破坏形态与试验结果比较一致.
缝合技术能有效改善复合材料层间强度、提高损伤容限,通过缝合连接可以制备整体成型结构件。基于工业缝纫机工作原理,通过研究引线针、钩线针在形成线圈过程中的配合,建立了双针运动行程关系,并设计了凸轮曲柄连杆机构实现双针协同运动,将单面双针缝合头与三轴联动平台结合缝合预制件。探索双针夹角对线圈成型的影响,实验结果显示双针夹角为45°~60°时稳定形成线圈概率,达到90%,夹角过大或过小都会使线圈形成概率降低,实验验证了单面双针缝合装备结构设计的合理性,为装备优化提供了理论依据。