商铺名称:广东润源机械科技有限公司
联系人:曾先生(先生)
联系手机:
固定电话:
企业邮箱:629533224@qq.com
联系地址:广东省东莞市长安镇长安振安东路98号
邮编:523540
联系我时,请说是在地方电气网上看到的,谢谢!




时,可以采用精孔钻在坐标镗床上加工。钻精孔时一般分两次钻出,第一次先钻出底孔,根据孔径大小,留0.2~1mm的精加工余量,然后再用精孔钻精扩到所需尺寸。
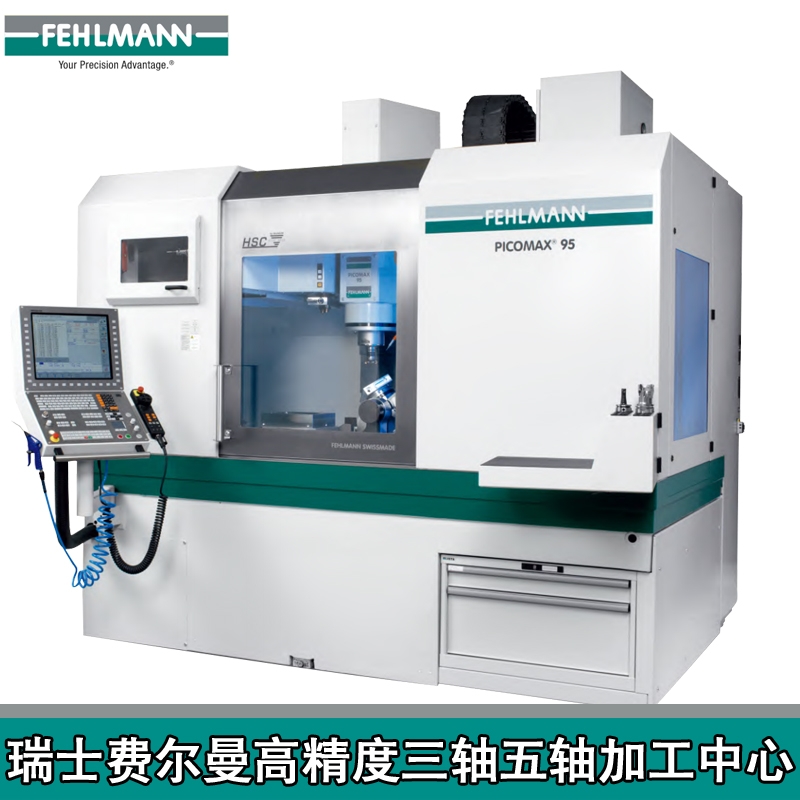
采用精孔钻加工,钻出的孔径与钻头尺寸基本相同,精度可达到IT6~IT4,表面粗糙度Ra为3.2~0.4um。瑞士五轴加工中心品牌费尔曼高精度航太航空模具加工设备动力刀塔加工中心设备腔体模具加工中心
瑞士费尔曼Fehlmann五轴加工中心(3)数控铣床加工 用数控铣床或加工中心加工孔时,关键是对刀以及刀具工作尺寸的精度。孔与孔之间的位置精度是很容易保证的。
(4)线切割、电火花成形 当孔为通孔时,用线切割加工;当孔为盲孔时,用电火花成形加工。该方法是目前模具制造中用得比较多的方法,加工出的孔尺寸精度和位置精度高。
(5)研磨加工 通过钻孔留双边0.1~0.2mm的余量后,再铰孔留0.02~0.04mm余量,最后研磨。电源要求伺服刀塔是数控车床的自动换刀装置。立式伺服刀塔有壳体,壳体内有圆柱形腔 体,腔体内有上段伸出壳体的刀盘轴,壳体内、刀盘轴的外圆周有圆环形液压缸,圆环形液 压缸有进液口和出液口,微机械公社圈圆环形液压缸内有定位连在刀盘轴上的圆环形活塞,刀盘轴的前 段依次连有活动端齿盘和刀盘,壳体的前端有可与活动端齿盘相啮合的固定端齿盘,刀盘 轴的后端连有刀盘轴的旋转驱动装置。瑞士五轴加工中心品牌费尔曼高精度航太航空模具加工设备动力刀塔加工中心设备腔体模具加工中心
瑞士费尔曼Fehlmann五轴加工中心数控车床在使用时,在刀盘上固定有不同加工步骤所需的多个刀具,活动端齿盘 与固定端齿盘处于啮合状态,刀盘固定不动,刀盘上的一个刀具准确地固定在工作位置。数 控车床在使用过程中需要换刀具时,先用立式伺服刀塔的环形液压缸推动刀盘轴上的环形 活塞沿轴向向前运动,驱动刀盘轴和刀盘沿轴向向前运动,使刀盘上的活动端齿盘脱离与 固定端齿盘的啮合,然后用刀盘轴的旋转驱动装置驱动刀盘轴旋转,让下一加工步骤所用 的新刀具较为准确地转到工作位置,再用环形液压缸推动刀盘轴上的环形活塞沿轴向向后 运动,让刀盘上的活动端齿盘与固定端齿盘恢复啮合,压紧端齿盘,刀盘固定不动,让下一 加工步骤所用的新刀具精准地固定在工作位置。
一般加工中心安装在机加工车间,不仅环境温度变化大,使用条件差,而且各种机电设备多,致使电网波动大。因此,安装加工中心的位置,需要电源电压有严格控制。电源电压波动必须在允许范围内,并且保持相对稳定。否则会影响加工中心数控系统的正常工作。瑞士五轴加工中心品牌费尔曼高精度航太航空模具加工设备动力刀塔加工中心设备腔体模具加工中心
数控加工中心的环境温度低于30摄示度,相对温度小于80%。一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是中央处理器工作温度恒定或温度差变化很小。过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多。温度和湿度的增高,灰尘增多会在集成电路板产生粘结,并导致短路。全液压驱动立式刀塔,工作时,先用环形液压缸推动刀盘轴上的环形活塞沿轴向向前运动,驱动刀盘轴和刀盘沿轴向 向前运动,使刀盘上的活动端齿盘脱离与固定端齿盘的啮合,就可以驱动刀盘发生转动;微机械公社圈转 动至规定位置后,再用环形液压缸推动刀盘轴上的环形活塞沿轴向向后运动,让刀盘上的 活动端齿盘与固定端齿盘恢复啮合,压紧端齿盘,刀盘固定不动,就可以进行加工工作。
双主轴双刀塔车削加工中心具备了车、铣两大类加工能力,可采用灵活多变的装夹方案和加工方案,加工效率高,柔性强。车削加工中心除像普通数控车床单主轴单零件加工外,还可以采用双主轴单零件、双主轴双零件等装夹方案加工不同批次零件。当采用双主轴单零件装夹方案时,双刀塔对零件的同一特征或者不同的两个特征进行同时加工;当采用双主轴双零件装夹方案时,双主轴能够同时装夹两个相同或不同的零件进行并行加工。与传统机床相比,车削加工中心能够显著减少装夹次数、缩短加工时间,在保证精度的同时提高加工效率、缩减占地面积、降低管理成本,能够较好地应对当前制造业追求高精度、高效率、低成本、准时生产的挑战。车削加工中心的多功能和高柔性给工艺设计带来很大挑战。车铣复合功能可以加工复杂相交特征,但需要解决相交特征识别问题。双主轴单零件装夹并进行同时加工时,必须考虑两个刀塔之间协同与干涉的问题,而双主轴双零件装夹方案则带来了双零件两条工艺路线之间在协同使用刀塔、